Giới thiệu.
Tôi đang ngồi làm việc lúc năm giờ sáng, và bạn đây, một lá thư đã đến. Một người không thể chuẩn bị lệnh in cho máy in 3D. Yêu cầu giúp đỡ. Bạn đã xem thời gian chưa? Bãi rác không hoạt động, Kislayser cũng vậy, nhưng người đang đau khổ, tôi nghĩ hãy để tôi giúp. Kết quả của sự giúp đỡ của tôi là lòng biết ơn và một phần được in tốt. Và nhân tiện, tôi đã không nhấc một ngón tay, tôi chỉ tải mô hình lên trong Đơn giản hóa và chuẩn bị mô hình để in thông qua cấu hình mà tôi đã định cấu hình trước đó. Nhưng khi bạn ngồi làm việc lúc 5 giờ sáng, thì ngay cả một chuyện vặt vãnh như vậy cũng khiến bạn mất tập trung.
Xin lưu ý rằng hướng dẫn sử dụng được trình bày cho Simplify3D V4. Simplify3D V5 hỗ trợ tất cả cấu hình cho phiên bản XNUMX.
Tôi quyết định viết sách hướng dẫn của mình vì tôi không tìm thấy bất kỳ thông tin xác thực nào trên Internet, đặc biệt là bằng tiếng Nga. Có một video, nhưng một đồng nghiệp giải thích bằng cách nào đó dài dòng và lôi cuốn (liên kết tới video bên dưới). Có lẽ tôi đã quen với việc nhận thức thông tin dưới dạng văn bản. Nó dường như đang già đi.

Tôi cũng đã nhiều lần được yêu cầu quay một video riêng giải thích tất cả các tính năng của chương trình, nhưng tôi quyết định viết một bài báo văn bản. Tại sao? Bởi vì sẽ thuận tiện hơn khi sử dụng mạo từ nếu bạn quên điều gì đó. Tôi đang sử dụng phiên bản macOS làm ví dụ.
[Cập nhật ngày 29.05.2023/XNUMX/XNUMX] - Tôi đã ghi lại toàn bộ video như một phần của trường học trực tuyến đang chạy trên một miền riêng biệt.
Tôi muốn bắt đầu phần giới thiệu với lý do tại sao tôi sử dụng Đơn giản hóa3D.
- Chương trình này rất dễ sử dụng.
- Tốc độ chuẩn bị mã không bằng nhau.
- Xử lý tốt các mô hình lớn (các máy cắt khác chỉ đóng băng cho mí mắt). Tuy nhiên, sức mạnh của máy tính của bạn phải đủ. Mặc dù đây không phải là tin tức. Chúng ta phải hiểu rằng chúng ta đang làm việc với các mô hình 3D. Đối với công việc như vậy, máy tính mặc định phải càng mạnh càng tốt.
- Khả năng làm việc với các quy trình. Tại thời điểm viết bài, các chất tương tự không có cơ hội như vậy. Các quy trình cho phép bạn đặt các tùy chọn in khác nhau cho các lớp khác nhau.
Khởi động chương trình.
Vì vậy, chúng ta hãy bắt đầu. Và chúng ta sẽ bắt đầu bằng cách học cách phân biệt giữa đâu là hồ sơ và đâu là quy trình một cách đơn giản.
Cấu hình là một tệp cơ bản chứa các cài đặt chính của máy in: kích thước không gian làm việc, nguồn gốc, số lượng máy đùn, điều kiện nhiệt độ cho các vật liệu khác nhau, mã bắt đầu, mã kết thúc, v.v. Tất cả điều này có thể được định cấu hình và thay đổi khi mã g được chuẩn bị, trong khi cài đặt cơ bản được lấy từ cấu hình.
Tuy nhiên, không phải hồ sơ chịu trách nhiệm chuẩn bị Mã G, mà là quy trình được gán cho hồ sơ này hoặc, nếu cần, một số quy trình. Trong quá trình này, tất cả các tham số in khác được đặt: chiều cao lớp, số lượng hỗ trợ, tốc độ in, v.v. Cần lưu ý rằng hồ sơ là một và có thể có số lượng quy trình không giới hạn. Ví dụ: nếu cần in một nửa phần có chiều cao lớp là 0,3 mm và một nửa là 0,2 mm. Hoặc một phần của một phần nên có 20% infill và một phần 50%.
Đối với hầu hết mọi máy in 3D, hồ sơ và quy trình có thể được tạo thủ công, điều này sẽ được thảo luận trong bài viết này. Nếu bạn quá lười đọc hoặc hoàn cảnh không cho phép bạn dành thời gian nghiên cứu bài viết này, bạn có thể gửi yêu cầu chuẩn bị hồ sơ tới dmitry@kamonichkin.ru. Mọi người khác, đọc tiếp.
Tôi sẽ không tập trung vào việc cài đặt chương trình, bởi vì nếu bạn không biết cách cài đặt chương trình trên máy tính của mình, thì bạn không có ý định học Simplify3D.
Chúng tôi mở chương trình và xem màn hình chính.

Trong hình, tôi đã chỉ ra ý nghĩa của từng nút. Để đơn giản hóa quá trình tìm hiểu, tôi khuyên mọi người nên nhấp vào từng nút và thử cách hoạt động của nó bằng cách tải xuống mô hình 3D của bạn trước tiên. Để tải mô hình 3D, bạn cần nhấp vào "nhập" trong phần "Danh sách 3D" hoặc kéo mô hình vào cửa sổ chương trình một cách ngu ngốc.

Điều gì nên được thực hiện ngay lập tức?
Sau khi làm việc với Simplify3D, tôi cũng làm việc với các slicer khác. Hầu như ở mọi nơi, tốc độ được hiển thị bằng milimét trên giây. Vì một số lý do, trong Simplify3D, tham số này được đo bằng các đơn vị khác. Để khắc phục tình trạng này, bạn cần vào phần cài đặt.

Hãy chạy qua phần còn lại của các nút:
đơn vị hệ thống – Lựa chọn hệ thống đo lường. Trên thực tế, chúng tôi chọn hệ thống đo lường nào sẽ thuận tiện hơn khi làm việc theo Inches - inch hoặc Milimet - milimét.
Hoán đổi hướng thu phóng bánh xe trường học của chuột - Thay đổi hướng cuộn bánh xe để tiến/ra xa mô hình.
Chế độ xem đặt lại nút chuột giữa - Khi bạn nhấn con lăn (hoặc phím giữa) của chuột, camera trường ảo sẽ trở về vị trí chuẩn.
Lưu và khôi phục trạng thái ứng dụng – Lưu trạng thái chương trình khi thoát và khôi phục khi vào;
Kiểm tra các bản cập nhật khi khởi động – Tự động kiểm tra các bản cập nhật;
Phím tắt chuột/bàn phím - Phím nóng.
Hãy xem qua các tab cài đặt:

kiểu – Loại máy in. Đối với máy in Cartesian thông thường, hãy để mặc định người máy Certesian, tương ứng, đối với máy in delta chọn đồng bằng Robot.
Xây dựng Khối lượng – Kích thước của khu vực có thể in.
Xuất xứ bù đắp – Không bù đắp. Đơn giản hóa 3D cho phép bạn điều chỉnh công việc của các đầu cuối. Thoạt nhìn, một thứ vô dụng, nhưng đôi khi nó có thể tiết kiệm thời gian cho việc thiết lập vị trí của họ.
về nhà hướng - Vị trí nhà. Nói cách khác, nguồn gốc của các trục.
Lật xây dựng bàn trục - Đảo ngược hướng của các trục. Nếu cực của cuộn dây động cơ bước bị đảo ngược khi lắp ráp máy in, để không cắm lại đầu nối trên bảng điều khiển của máy in, hãy sử dụng chức năng này bằng cách chọn hộp.
Sự lựa chọn giữa trục Y is thẳng đứng и Trục Z is thẳng đứng bao gồm việc chọn bộ ba trục tọa độ bên trái hoặc bên phải. Điều này đã được thực hiện cho máy in nào, tôi thậm chí không thể đoán được, để lại Trục Z là thẳng đứng vỡ nợ.
Tự động điều chỉnh tỷ lệ để sửa hệ thống đơn vị mà không cần nhắc — Tự động chia tỷ lệ cho hệ thống đơn vị đo lường đã chọn.
Căn giữa và sắp xếp các mô hình sau khi nhập — Vị trí ở trung tâm của các mô hình được tải trên nền tảng.
Tính toán bình thường độc lập với tệp đã nhập — Tính toán độc lập thông thường với tệp đã nhập.
Chỉ hiển thị mặt trước của hình tam giác (loại bỏ) - Chỉ hiển thị mặt trước của các hình tam giác mà mô hình được vẽ.
Chất lượng xem trước G-Code – Chọn chất lượng xem trước của mô hình sau khi cắt lát lần lượt là High – chất lượng cao, Low – chất lượng thấp.
Tự động tải bản xem trước sau khi cắt – Tự động hiển thị mô hình sau khi cắt để xem trước;
Bao gồm bảng xây dựng trong môi trường ảo — Cho phép hiển thị bảng trong môi trường ảo.
Hiển thị di chuyển rút lại máy đùn - Bật hiển thị chuyển động của đầu đùn ở chế độ xem trước.
Hiển thị bản xem trước chuyển động của máy - Cho phép hiển thị chuyển động của đầu đùn trong quá trình in.
Hiển thị đầu công cụ trong khi xem trước- Cho phép hiển thị thanh công cụ trong quá trình in.
Kích thước bộ đệm Vertex (nâng cao) — Kích thước của bộ đệm điểm mô hình.
Cài đặt màu sắc - Cài đặt màu sắc.
màu mô hình mặc định - Màu sắc của mô hình.
Màu mẫu được chọn — Màu của mô hình khi nó được chọn.
Màu vật liệu hỗ trợ - Hỗ trợ màu sắc.
Chuẩn bị G-Code (chương trình điều khiển cho máy in 3D)
Tạo và cấu hình một quy trình
Để chuẩn bị mã cho máy in 3D, trước tiên bạn cần tạo một quy trình. Để thực hiện việc này, hãy nhấp vào thêm trong khối “Danh sách hồ sơ”.

Trước khi chúng tôi mở một tập hợp các cài đặt hồ sơ và quy trình. Nếu bạn chưa mở toàn bộ cài đặt mà chỉ mở một phần thì bấm vào nút Hiển thị nâng cao. Không, tất nhiên bạn có thể sử dụng máy in 3D ở chế độ người dùng, không chuyên nghiệp, nhưng tại sao bạn lại cần Simplify3D? Rốt cuộc, nó không phải là lò vi sóng. Các tham số và cài đặt khác nhau có thể cho các kết quả và thuộc tính khác nhau của bộ phận.
Vấn đề ở đây là đặt cài đặt đường kính vòi - Nozzle đường kính, hệ số đùn — Phun ra Đòn bẩy và chiều rộng ép đùn thực tế của dây tóc nóng chảy - Phun ra Chiều rộng, cho mỗi người trong số họ. Để phân biệt các máy đùn với nhau, mỗi máy cần ghi chỉ số riêng của mình - đùn đầu công cụ Chỉ số. Cách đặt chính xác giá trị của chiều rộng đùn thực tế (Phun ra Chiều rộng) đọc trong bài viết riêng biệt.
Lông điều khiển — Kiểm soát dòng chảy của nhựa từ vòi phun;
Rút lại – Rút nhựa. Nó phải được bật và định cấu hình, nếu không các mô hình sẽ bị nghẹt, luồng sẽ bị kẹt ở những vị trí không chính xác mà máy cắt đang đếm, v.v.;
Rút lại Khoảng cách - Chiều dài rút lại. Tham số phụ thuộc vào nhiều yếu tố, từ nhà sản xuất dây tóc đến thiết bị của máy đùn, do đó nó được cấu hình riêng lẻ;
Khoảng cách khởi động lại thêm — Sự đùn nhựa bổ sung sau khi rektakt đến một giá trị nhất định;
Rút dọc thang máy - Chiều cao của đầu phun để di chuyển nó từ vị trí in này sang vị trí in khác. Giúp chống nóng chảy nhựa in;
Rút lại Tốc độ – Tốc độ rút;
Coast at Kết thúc – Cho phép rút lại sau khi in xong;
Tráng men Khoảng cách - Độ dài rút sau khi kết thúc in;
Lau Nozzle – Cho phép làm sạch vòi phun khỏi nhựa bị rò rỉ khi nó được làm nóng trên nền tảng, trong khi bắt đầu in;
Lau Khoảng cách – Độ dài của lần lau này.
tab lớp

lớp Cài đặt – Cài đặt thông số lớp cơ bản;
Tiểu học đùn – Số/tên máy đùn. Nếu máy in của bạn có nhiều máy đùn, thì có thể đặt tham số lớp riêng cho từng máy. Ví dụ: nếu bạn đang in một mô hình có hình dạng phức tạp và cần có thêm hỗ trợ, thì tùy chọn lý tưởng là in chúng bằng nhựa PVA (wiki) (loại này hòa tan trong nước) bằng vòi phun có đường kính lớn hơn và chiều cao lớp cao hơn để tiết kiệm thời gian;
Chiều cao lớp chính - Chiều cao lớp. Có thể dễ dàng đoán được rằng chiều cao của lớp càng thấp thì chất lượng của các bề mặt bên càng cao, tuy nhiên, thời gian tạo mô hình 3D tăng theo tỷ lệ trực tiếp, vì vậy bạn cần xác định một giá trị trung bình vàng nhất định cho từng phần, có tính đến tính đến mục đích xa hơn của nó;
Áo sơ mi Rắn Layers - Số lớp trên của chi tiết;
đáy Rắn lớp - Số lớp dưới của chi tiết;
Đường viền/Chu vi Vỏ - Số lượng "vỏ" của các bộ phận bên (tường) của bộ phận;
Đề cương Chiều hướng – Hướng in của lớp. Hai lựa chọn: Inside Out - đầu tiên bên trong, sau đó bên ngoài, Ngoài vào trong - ngược lại, trước tiên là phần bên ngoài, sau đó là phần bên trong. Tôi đã thử in theo các hướng khác nhau, không có sự khác biệt về hình ảnh, về mặt lý thuyết, tùy chọn đầu tiên sẽ tốt hơn, vì nó loại trừ sự biến dạng của lớp vỏ bên ngoài do "giữ";
In hải đảo tuần tự không có tối ưu hóa - In tuần tự các "đảo" mà không cần tối ưu hóa;
Độc thân đề cương nút chai in ấn chế độ (bình chế độ) - Kích hoạt chế độ này sẽ tạo ra một “thùng rỗng” từ mô hình được tải với độ dày thành của một vòi phun và quá trình in diễn ra theo hình xoắn ốc với sự gia tăng liên tục dọc theo trục Z. Chế độ Vase dùng để làm gì, bạn có thể đọc đây.
Tên lớp Cài đặt – Cài đặt lớp đầu tiên. Các tham số được đặt tương ứng với chiều cao danh nghĩa của lớp Tiểu học lớp Chiều cao;
Tên lớp Chiều cao – Chiều cao của lớp thứ nhất;
Tên lớp Chiều rộng- Tỉ lệ chiều rộng. Các hình in có một đặc điểm nhỏ ở dạng các lớp đầu tiên nhô ra. Điều này là do các lớp bên dưới được bôi trơn nhiều hơn để đảm bảo độ bám dính tốt của mô hình với nền tảng. Bằng cách giảm tham số này, bạn có thể loại bỏ tính năng này;
Tên lớp Tốc độ – Tốc độ in của lớp đầu tiên. Thông số này cũng ảnh hưởng lớn đến chất lượng bám dính của lớp đầu tiên với nền tảng. Thật đơn giản, tốc độ càng thấp thì nhựa càng nằm tốt.
Bắt đầu Điểm –In điểm bắt đầu
Sử dụng ngẫu nhiên Bắt đầu điểm cho tất cả các chu vi – Lựa chọn điểm bắt đầu tùy ý từ chu vi của mô hình;
Tối ưu hóa Bắt đầu điểm cho nhanh nhất in ấn tốc độ – Lựa chọn tối ưu điểm bắt đầu in, cho tốc độ in nhanh;
Chọn Bắt đầu điểm gần nhất đến riêng địa điểm thư viện nào – Lựa chọn điểm bắt đầu từ chu vi của mô hình gần nhất với mô hình đã cho.
tab bổ sung

Váy Cài đặt - Điều chỉnh đường nét. Dòng này là cần thiết để ép ra một ít nhựa trước khi in trực tiếp;
Bao gồm Váy/Vành – Bật đường phác thảo;
Váy Layers – Số lớp, nghĩa là chiều cao;
Váy Bù đắp - Khoảng cách mà váy sẽ nhô ra ngoài đế của mô hình;
Váy Đề cương – Độ rộng của váy tính theo số đường.
Bè Cài đặt – Cài đặt bè;
Bao gồm Bè – Quay bè;
Bè Layers – Chiều cao bè, được đặt theo số lớp;
Bè Bù đắp – Khoảng cách mà chiếc bè sẽ nhô ra ngoài đế của mô hình;
Bè Điền vào – Mật độ đắp các tầng bè;
Vô hiệu hoá bè cơ sở lớp – Hủy lớp bè chính. Đây là một bản dịch theo nghĩa đen, nhưng tôi không biết ý nghĩa ở đây là gì.
Sử dụng trụ cột chính - Khối cài đặt xây dựng cột rác. Điều cần thiết là trước khi in bằng máy đùn khác, anh ta phải làm sạch vòi phun.
Máy đùn trụ cột chính - Cho biết máy đùn nào tham gia làm sạch.
Chiều rộng cột - chiều rộng tiết diện ô vuông cột rác.
Vị trí trụ cột- vị trí của cột rác so với mô hình trên nền tảng.
nhân tốc độ - tốc độ in cột rác.
Sử dụng lá chắn Ooze - một lớp vỏ ngoài xung quanh bộ phận để in bằng chất dẻo có đặc tính co ngót.
lá chắn rỉ máy đùn- sử dụng máy đùn nào để chế tạo vỏ.
bù đắp từ một phần là khoảng cách đến mô hình từ vỏ.
Đường viền Ooze Shield là số chu vi vỏ.
hình dạng bên - loại vỏ.
Thay đổi góc hông là góc mà máy in của bạn in mà không có vật liệu bồi.
nhân tốc độ – tốc độ in vỏ từ tốc độ được chỉ định để in.
điền vào tab

Trong tab này, cài đặt điền được đặt. Với điều kiện là mô hình không được tạo thành tích phân và điều này hầu như luôn xảy ra, cấu trúc bên trong của mô hình sẽ xác định các tham số cơ học của nó. Với cài đặt tiêu chuẩn, các mô hình thường khá mạnh, nếu bạn cần độ cứng ngang hơn, bạn cần chú ý đến các cài đặt này.
Tổng Quát – Cài đặt điền cơ bản;
Điền vào đùn – Lựa chọn máy đùn sẽ in cấu trúc bên trong của bộ phận. Một tính năng rất hữu ích cho những người có máy in có hai đầu đùn trở lên. Một ví dụ về thời điểm chức năng này có thể hữu ích rất đơn giản. Ví dụ: bạn cần in một mô hình từ nhựa Gỗ đắt tiền, để tiết kiệm, phần bên trong, vô hình có thể được in bằng nhựa ABS thông thường, điều này sẽ giảm đáng kể chi phí cuối cùng của bộ phận và làm cho nó bền hơn;
Mẫu điền bên ngoài - Lựa chọn hình thức đường nội bộ: tuyến tính - thẳng hoặc Đồng tâm - bán kính và hình tròn có một tâm;
Cảnh Nội Thất Điền Tỷ lệ phần trăm – Mật độ lấp đầy của phần bên trong;
Đề cương chồng chéo – Sự chồng chéo của điền vào chu vi. Phần đệm sẽ ảnh hưởng đến chiều rộng của chu vi theo giá trị được đặt cho mục này dưới dạng phần trăm;
Chiều rộng ép đùn – cung cấp vật liệu trong quá trình làm đầy;
Tối thiểu Điền vào Chiều dài – Chiều dài tối thiểu của phần lưới chèn;
combyne Điền vào Mỗi – Tán xạ của lưới điền, qua một số lớp nhất định;
Bao gồm rắn cơ hoành mỗi – Cho phép in nguyên lớp, sau một số lớp nhất định. Tùy chọn này có thể tăng độ cứng của mô hình 3D;
góc bù bên trong - góc lấp đầy bên trong
Góc bù bên ngoài - góc lấp đầy bên ngoài
tab hỗ trợ

Đối với những người chưa biết, hỗ trợ đề cập đến việc in các cấu trúc chịu lực dưới các phần tử của mô hình 3D lơ lửng trong không khí. Bạn có thể đọc thêm về các cấu trúc hỗ trợ trong bài viết riêng biệt.
Tạo ra HỖ TRỢ Vật chất – Cho phép tạo hỗ trợ;
HỖ TRỢ đùn – Lựa chọn máy đùn để hỗ trợ in ấn. Tôi đã mô tả con chip của chức năng này trong Máy đùn chínhnếu bạn quên thì hãy đọc lại ở trên;
Hỗ trợ tỷ lệ phần trăm đầu vào - Mật độ hỗ trợ. Đừng in chúng nguyên khối;
thêm Lạm phát Khoảng cách – Khoảng cách xung quanh các hỗ trợ sẽ miễn phí;
Lớp cơ sở hỗ trợ – Để hỗ trợ không bị phá vỡ khỏi tiếng rên rỉ, cần phải đặt số lượng lớp trong đế;
Kết hợp HỖ TRỢ lớp mỗi – Nhóm các đường hỗ trợ lại với nhau;
Ngu si HỖ TRỢ Layers – Chọn số lượng lớp được lấp đầy;
Ngu si Điền vào Tỷ lệ phần trăm – Mật độ các lớp đắp;
Loại hỗ trợ - có hai tùy chọn để chọn, ở mọi nơi hoặc chỉ từ bảng. Nếu bạn chọn tùy chọn thứ hai, hỗ trợ sẽ không được xây dựng từ tầng trên cùng của mô hình. Đôi khi nó hữu ích khi bạn không muốn làm hỏng mô hình bằng đồ thủ công. Kiểm tra xem mô hình có đúng không.
HỖ TRỢ cột Độ phân giải – Kích thước của cột thực hiện chức năng hỗ trợ;
Max Phần nhô ra góc – Góc tối đa của phần tử nhô ra mà hỗ trợ sẽ được tạo ra.
Ngang Bù đắp Từ Phần – Khoảng cách có thể phân nhánh ngang của các giá đỡ;
Phía trên Theo chiều dọc Tách biệt Layers – Số lớp mà qua đó có thể phân nhánh thẳng đứng lên trên;
Hạ Theo chiều dọc Tách biệt Layers – Số lớp có thể phân nhánh dọc từ bên dưới;
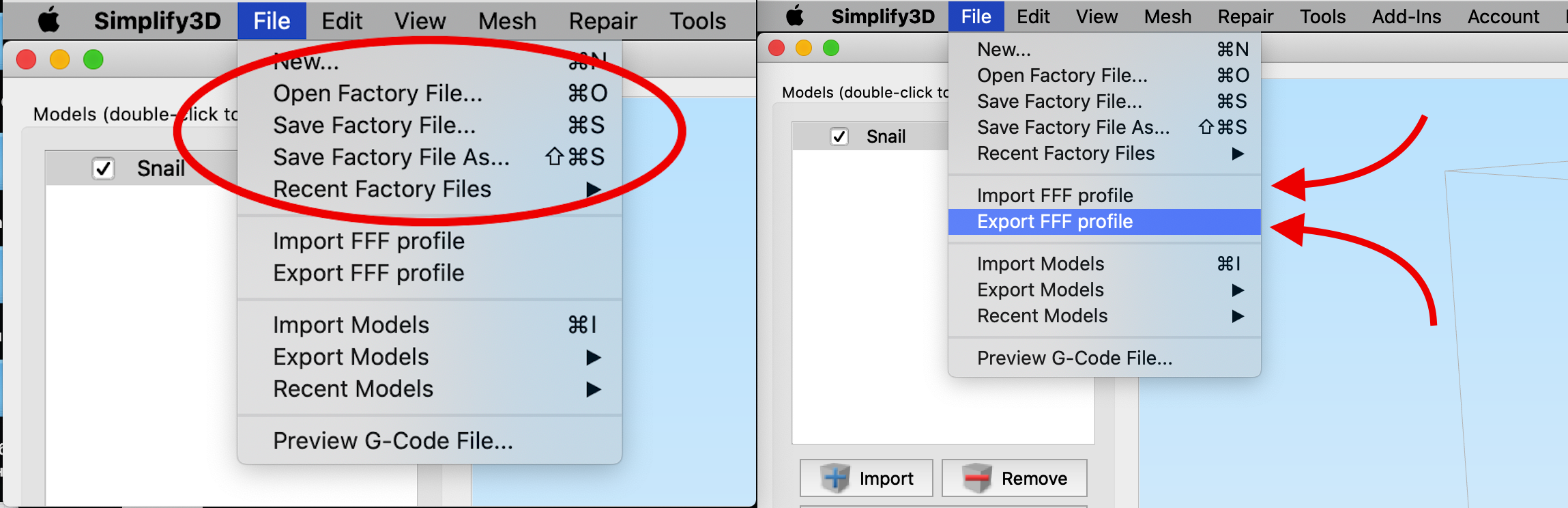
Thiết lập Hồ sơ FFF và Tệp gốc.
Tại thời điểm này, điều chính là hiểu sự khác biệt giữa cấu hình FFF và Tệp gốc. Cả hai đều là một tập hợp các cài đặt. Trong trường hợp cấu hình FFF, tệp chứa một bộ thông số in 3D (đường kính vòi phun, vật liệu, chất lượng, nhiệt độ). Tệp Factory chứa các tham số của chính máy in 3D (kích thước trường, tập lệnh, tọa độ). Nếu bạn muốn chuyển không gian làm việc từ máy in này sang máy in khác, trước tiên hãy chuyển Tệp gốc, sau đó bạn có thể nhập và xuất cài đặt in 3D bằng cấu hình. Để thực hiện việc này, hãy sử dụng các nút ở dòng trên cùng của chương trình:
Cách thiết lập đúng cấu hình trong chương trình Simplify3D, hãy đọc trong bài riêng.
Tab "Nhiệt độ".
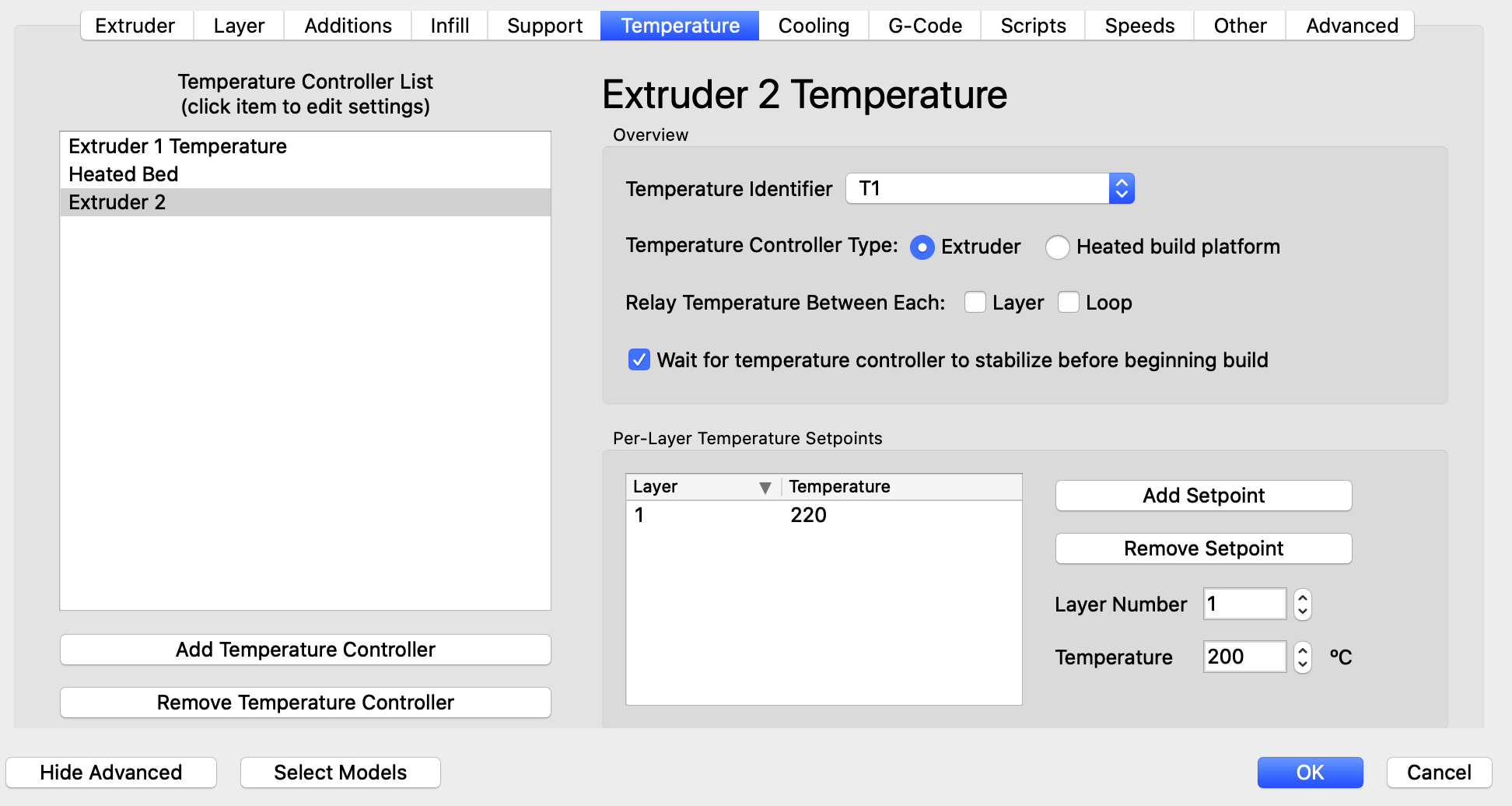
Trong tab này, bạn cần định cấu hình chế độ nhiệt độ của máy đùn và nền tảng sưởi ấm.
Nhiệt độ Người điều khiển Danh sách – Danh sách các cấu hình đã thêm cho máy đùn hoặc nền tảng;
Nhiệt độ Định danh – Lựa chọn bộ nhận dạng cảm biến nhiệt độ;
Nhiệt độ Người điều khiển Kiểu – Loại bộ điều khiển nhiệt độ: đùn - máy đùn hoặc Đun nóng xây dựng nền tảng - nền tảng sưởi ấm.
Đặt lại Nhiệt độ Giữa Mỗi trang web – Lựa chọn tần suất yêu cầu kiểm soát nhiệt độ sẽ xảy ra: lớp - từng lớp hoặc Vòng lặp - mỗi chu kỳ
Đợi cho nhiệt độ điều khiển đến ổn định trước bắt đầu xây dựng – Cho phép trì hoãn trước khi bắt đầu in để ổn định nhiệt độ;
Mỗi lớp Nhiệt độ Thiết lập các điểm – Tại đây bạn có thể chọn nhiệt độ cho từng lớp. Ví dụ: khi in bằng nhựa ABS, chúng tôi đặt nhiệt độ 240°C cho lớp đầu tiên và 220°C cho các lớp còn lại. Bằng cách này, nhựa sẽ dính rất tốt và các lớp sẽ nằm đều hơn.
lớp Con số – số lớp;
Nhiệt độ – Nhiệt độ mà máy in sẽ duy trì trên một lớp nhất định.
Thẻ làm mát

Trong tab này, các thông số hoạt động của quạt không khí cưỡng bức được thiết lập.
Mỗi lớp Quạt Điều khiển – Cũng giống như nhiệt độ, tại đây bạn có thể thiết lập các giá trị cụ thể cho tốc độ của quạt thổi gió.
lớp Con số – số lớp;
Quạt Tốc độ - Tốc độ quạt;
Đốm sáng fan hâm mộ đến Full quyền lực khi nào tăng từ nhàn rỗi – Tăng tốc độ quạt lên tối đa khi máy in không hoạt động, tức là khi in xong.
Quạt Ghi đè– Đặt lại tốc độ quạt;
Tăng lên fan hâm mộ tốc độ cho lớp phía dưới – Tăng tốc độ quạt cho các lớp có thời gian in nhỏ hơn giá trị thời gian đã đặt;
tối đa làm mát fan hâm mộ tốc độ – Tốc độ quạt tối đa;
Bắc cầu fan hâm mộ tốc độ ghi đè – Tốc độ quạt khi in cầu.
tab Mã G

Mã G Các lựa chọn – Tham số G-mã
5D firmware (Bao gồm E—kích thước) – Tăng sức mạnh G-mã с 5-ю thay đổi thông số. Nó 3 chính trục и 2 máy đùn.
Quan hệ phun ra khoảng cách - liên quan đến khoảng cách đùn
Cho phép về không of phun ra khoảng cách (I E G92 E0) – giấy phép zeroing khoảng cách phun ra;
Bao gồm M101 / M102 / M103 lệnh – Bật lệnh M101/M102/M103;
firmware hỗ trợ "Dính" thông số – Kích hoạt các thông số không phải mã G và mã M.
Áp dụng bù đầu công cụ cho tọa độ mã G – cho phép các công cụ di chuyển ngay cả ở những khu vực có sự dịch chuyển.
Bù đắp – Độ lệch của các giá trị ban đầu bằng giá trị đã đặt.
Ở phần bên phải cửa sổ của tab này, cài đặt máy (được sao chép trong cài đặt)
tab tập lệnh

Tab này chứa các lệnh mà máy in phải thực hiện:
Tập lệnh bắt đầu — Khi bắt đầu in;
Tập lệnh thay đổi lớp - Trên mỗi lớp;
chỉnh lưu Script - Với một rút lại;
Tập lệnh thay đổi công cụ - Dụng cụ;
Kịch bản kết thúc - Ở phần cuối của báo chí. Có thể hữu ích khi viết các lệnh ở đây, ví dụ, tôi đã viết rằng đầu phải dừng ở vị trí số XNUMX và bệ sẽ mở rộng ra xa nhất có thể, vì vậy rất thuận tiện để chụp mô hình đã hoàn thành.
Các lệnh có nghĩa là gì bạn có thể nhìn trộm đây, và tôi sẽ xem xét phổ biến nhất.
Bản thân các lệnh được chia thành các nhóm:
G – Các đội chuẩn bị (cơ bản);
М – Lệnh phụ trợ (công nghệ).
Các lệnh này có tham số.
X – Tọa độ của điểm quỹ đạo dọc theo trục X [G0 X100 Y0 Z0]
Y – Tọa độ của điểm quỹ đạo dọc theo trục Y [G0 X0 Y100 Z0]
Z – Tọa độ của điểm quỹ đạo dọc theo trục Z [G0 X0 Y0 Z100]
E – Tọa độ điểm đùn nhựa [G1 E100 F100]
P – Tham số lệnh [M300 S5000 P280]
S – Tham số lệnh [G04 S15]
F – Tham số lệnh, nạp (tốc độ) [G1 Y10 X10 F1000]
G - lệnh
G0 – Chạy không tải, không có dụng cụ nào hoạt động [G 0 X 10]
G1 – Chuyển động phối hợp dọc theo XYZE [G 1 X 10]
G4 – Tạm dừng sau vài giây [G4 S15]
G28 – Lệnh về nhà – đỗ đầu [G28 Y0 X0 Z0]
G90 – Sử dụng tọa độ tuyệt đối [G90]
G91 – Sử dụng tọa độ tương đối [G91]
G92 – Đặt vị trí mục tiêu hiện tại [G92]
Giải thích:
tọa độ tương đối là tọa độ so với vị trí hiện tại của đầu.
Ví dụ đầu đang ở vị trí X10 Y10 thì khi có lệnh G91
G1X10F1000, đầu sẽ di chuyển 10 mm dọc theo trục X với tốc độ 1000.
Lệnh này có thể được thực hiện много lần, cho đến khi đạt đến giới hạn "phần mềm" trong phần sụn.
tọa độ tuyệt đối là các tọa độ được gắn chặt với không gian làm việc.
Khi thực hiện lệnh G90 G1 X10 F1000 – đầu sẽ di chuyển đến tọa độ X10 với tốc độ 1000.
Chỉ chạy lệnh một thời gian.
Lệnh thông thường
M0 – Tạm dừng và đợi một nút được nhấn trên màn hình LCD (hoạt động nếu thông số ULTRA_LCD được đặt trong chương trình cơ sở) [G0 X10 Y10 Z10 M0]
M17 – Cấp dòng điện cho động cơ (động cơ không quay bằng tay)
M18 - Loại bỏ dòng điện ra khỏi động cơ (có thể quay động cơ bằng tay, tương tự như M84)
M42 – Quản lý chân ARDUINO MEGA 2560 [M42 P4 S255]
M80 – Bật nguồn, chỉ ATX – nguồn điện
M81 – Tắt nguồn, chỉ dành cho ATX – bộ nguồn
M84 – Tắt tất cả các trục (động cơ sau khi dừng) [M84 S10]
M112 - Dừng khẩn cấp
M114 - Nhận tọa độ hiện tại
M115 - Nhận phiên bản phần sụn
M117 – Viết tin nhắn trên màn hình [M117 Chào Thế Giới]
M119 – Nhận trạng thái của công tắc giới hạn
M300 – Phát âm thanh [M300 S5000 P280]
Lệnh thẻ SD
M20 – Đọc thẻ SD (đọc danh sách tập tin)
M21 – Khởi tạo thẻ SD
M22 – Sử dụng thẻ SD
M23 – Chọn tệp từ thẻ SD [tên tệp M23.gcode]
M24 – Bắt đầu/tiếp tục in từ thẻ SD
M25 – Tạm dừng in thẻ SD
M26 – Đặt vị trí của thẻ SD theo byte [M 26 S 12345]
M27 – Kiểm tra trạng thái in từ thẻ SD
M28 – Ghi tệp vào thẻ SD [Tên tệp M 28 . mã gcode]
M29 – Hoàn thành ghi tệp vào thẻ SD
M30 – Xóa tệp khỏi thẻ SD [Tên tệp M 30 . mã gcode]
M31 – Nhận giá trị thời gian đã trôi qua kể từ M109 cuối cùng
M32 – Chọn một tệp từ thẻ SD và bắt đầu in [M 32 /đường dẫn/tên tập tin#]
M928 – Đăng nhập vào thẻ SD [Tên tệp M 928 . mã gcode]
Máy đùn
M82 – Đặt máy đùn thành hệ tọa độ tuyệt đối
M83 – Đặt máy đùn về hệ tọa độ tương đối
M104 – Chờ máy đùn nóng lên đến một nhiệt độ nhất định [M104 S190]
M105 – Nhận nhiệt độ máy đùn hiện tại [M105 S2]
M106 – Bật quạt phần [M106 S127] – sức mạnh 50%
M107 – Tắt quạt phôi [M 107]
M109 – Làm nóng máy đùn và giữ nhiệt độ [M109 S215]
Стол
M140 – Đặt nhiệt độ bàn [M140 S65]
M190 – Làm nóng bàn và giữ nhiệt độ [M190 S60]
PID M301 – Ghi thông số PID vào EEPROM [M301 H1 P1 I2 D3]
trong đó: H0 - bàn, H1 - máy đùn
M302 – Bật ép đùn nguội [M302 P1].
M303 – Bắt đầu quy trình hiệu chỉnh PID [M303 E-1 C8 S110]
trong đó: E-1 - bảng, E0 - đầu nóng, C8 - số lần thử, S - nhiệt độ.
M304 – Đặt thông số PID cho bảng [M304 P1 I2 D3]
EEPROM- bộ nhớ trong của vi điều khiển (không reset khi tắt)
M500 – Lưu thông số trong EEPROM
M501 – Đọc thông số từ EEPROM
M502 – Đặt lại thông số EEPROM
Dây tóc
M200 – Đặt đường kính dây tóc [M200 D1.128]
M600 – Thay thế dây tóc.
Thẻ tốc độ

Tốc độ - Điều chỉnh các tốc độ khác nhau
Tốc độ in mặc định — Tốc độ in chung;
phác thảo Underspeed - Tốc độ in của các bộ phận bên ngoài của mô hình, tỷ lệ phần trăm của tổng tốc độ;
Rắn Infill Underspeed - Tốc độ in của phần nguyên khối của mô hình, tỷ lệ phần trăm của tổng tốc độ;
Cấu trúc hỗ trợ Underspeed — Hỗ trợ tốc độ in, tỷ lệ phần trăm của tổng tốc độ;
Tốc độ di chuyển trục X/Y — Tốc độ lớn nhất trên trục X và Y;
Tốc độ di chuyển trục Z - Tốc độ lớn nhất dọc theo trục Z;
Tốc độ Ghi đè – Đặt lại tốc độ;
Điều chỉnh in ấn tốc độ cho lớp phía dưới – Thay đổi tốc độ quạt cho các lớp có thời gian in nhỏ hơn giá trị thời gian đã đặt;
Cho phép tốc độ giảm xuống đến – Cho phép giảm tốc độ không dưới giá trị đặt.
Thẻ khác

Thuộc tính dây tóc - Tham số nhựa;
Chỉ số đầu công cụ sợi lựa chọn một công cụ để chỉnh sửa các thông số vật liệu;
Đường kính filament - Đường kính;
giá dây tóc - Giá một kg. Từ giá trị này, chương trình sau khi cắt lát sẽ tính toán và đưa ra giá thành gần đúng của mô hình.
Dây tóc Tỉ trọng - mật độ vật chất.
khối bắc cầu - Lập in cầu;
Ngưỡng khu vực không được hỗ trợ - Bất kỳ phần tử "treo" nào của mô hình lớn hơn diện tích quy định sẽ được chương trình ghi nhận là cầu nối;
Hệ số ép đùn bắc cầu - Hệ số nhân đùn khi in cầu;
Hệ số nhân tốc độ bắc cầu - Hệ số nhân tốc độ khi in cầu;
Sử dụng góc nạp cầu nối cố định – Sử dụng góc cố định để đùn cầu;
Áp dụng cài đặt bắc cầu cho chu vi – sử dụng các cài đặt của cầu đến chu vi;
Bù kích thước ngang – bù kích thước ngang;
Khối Tol thay đổi rút lại – cài đặt rút lại để thay đổi thiết bị. Nó được cấu hình giống như rectact trong tab đầu tiên.
tab nâng cao

sửa đổi lớp - khối để thiết lập hoạt động của quá trình này. Có thể điều chỉnh từ và đến chiều cao Z cụ thể.
hành vi tường mỏng – Chiến lược in tường mỏng.
Loại tường mỏng bên ngoài – Chiến lược vành đai bên ngoài. Hai tùy chọn, chỉ in chu vi hoặc sử dụng đùn biến.
Loại tường mỏng bên trong – Chiến lược vành đai bên trong. So với đoạn trước, một tùy chọn khác đã được thêm vào: in điền thông thường.
Chồng chéo chu vi cho phép – Cho phép chu vi “chồng chéo” nhau theo giá trị phần trăm đã đặt.
ép đùn đơn – Cài đặt ép đùn thay đổi.
Chiều dài đùn tối thiểu - chiều dài tối thiểu
Chiều rộng đùn tối thiểu – Chiều rộng tối thiểu
chiều rộng đùn tối đa – Chiều rộng tối đa
Tiện ích mở rộng điểm cuối Khoảng cách – Xác định bao nhiêu milimét các đường có độ đùn thay đổi được tăng chiều dài ở một bên và bên kia để tăng cường độ kết nối với các sợi khác.
hành vi kiểm soát rỉ – Cài đặt tự chảy bổ sung
Chỉ rút lại khi băng qua các khoảng trống - chỉ rút lại cưỡng bức khi đi qua các khoảng trống
Buộc rút lại giữa các lớp – co rút cưỡng bức giữa các lớp
Rút phà du lịch tối thiểu – chuyển động tối thiểu cho rektakt (rút lại)
Thực hiện rút lại trong khi di chuyển lau – cưỡng bức rút chỉ trong khi lau
Chỉ lau máy đùn cho chu vi ngoài cùng – Chỉ lau vòi phun ở các chu vi bên ngoài
hành vi chuyển động - điều chỉnh chuyển vị
Tránh vượt qua phác thảo cho phong trào du lịch – ngăn chặn một phần giao lộ khi di chuyển
Hệ số đường vòng tối đa cho phép Hệ số kéo dài tối đa của quỹ đạo khi di chuyển dọc theo quỹ đạo bỏ qua. Ngay cả khi hành trình không đủ, chuyển động vẫn sẽ tiếp cận nhựa với mô hình.
hành vi cắt lát - Tùy chọn máy thái bổ sung
phân khúc không đa dạng – các đoạn và mảnh không liên quan có thể bị loại bỏ (Discard) hoặc sửa chữa (Heal)
Hợp nhất tất cả các phác thảo thành một mô hình rắn duy nhất – Loại bỏ các lỗ thừa khỏi mô hình
Nhiều quá trình cùng một lúc
Để chạy nhiều quy trình trong một thiết lập in 3D, bạn cần tạo chúng trong danh sách cấu hình. Sau khi tạo nó, bạn cần vào cài đặt nâng cao của từng cấu hình và chọn khoảng cách hoạt động của quy trình này so với chiều cao Z bằng cách sử dụng các tham số bắt đầu in và dừng in trong khối Sửa đổi lớp.
Kiểm tra mã G
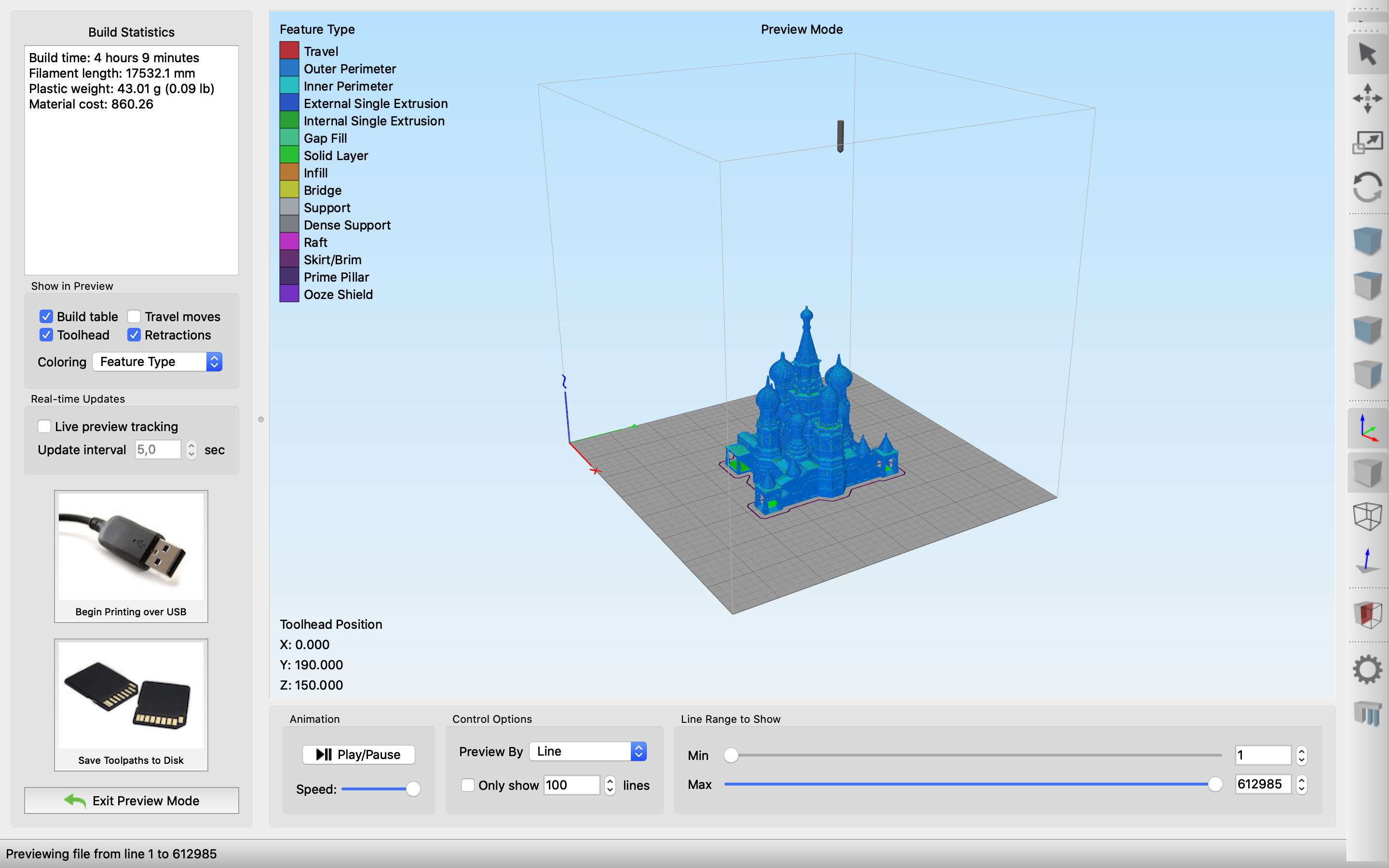
Khối hình ảnh động – Cho phép bạn bắt đầu hoạt ảnh của quy trình in 3D và chọn tốc độ hoạt ảnh.
Khối Tùy chọn điều khiển - cho phép bạn hiển thị có chọn lọc các dòng hoặc lớp in 3D.
Khối Phạm vi dòng để hiển thị – Cho phép bạn chọn phạm vi hiển thị từ khối trước đó.
Khối Hiển thị trong Bản xem trước - chế độ hiển thị xem trước. xây dựng bảng bật hoặc tắt hiển thị nền tảng, hộp đựng dụng cụ bật hoặc tắt hiển thị của công cụ, rút lại bật hoặc tắt hiển thị các điểm rút lại, di chuyển sẽ hiển thị ở những nơi sẽ có chuyển động nhàn rỗi.
Trong khối này, đối với cá nhân tôi, đoạn cuối cùng (di chuyển) hữu ích nhất. Tại sao? Bởi vì nếu bạn đặt sai thông số rút dao cho máy in 3D của mình, thì ở những nơi này sẽ có
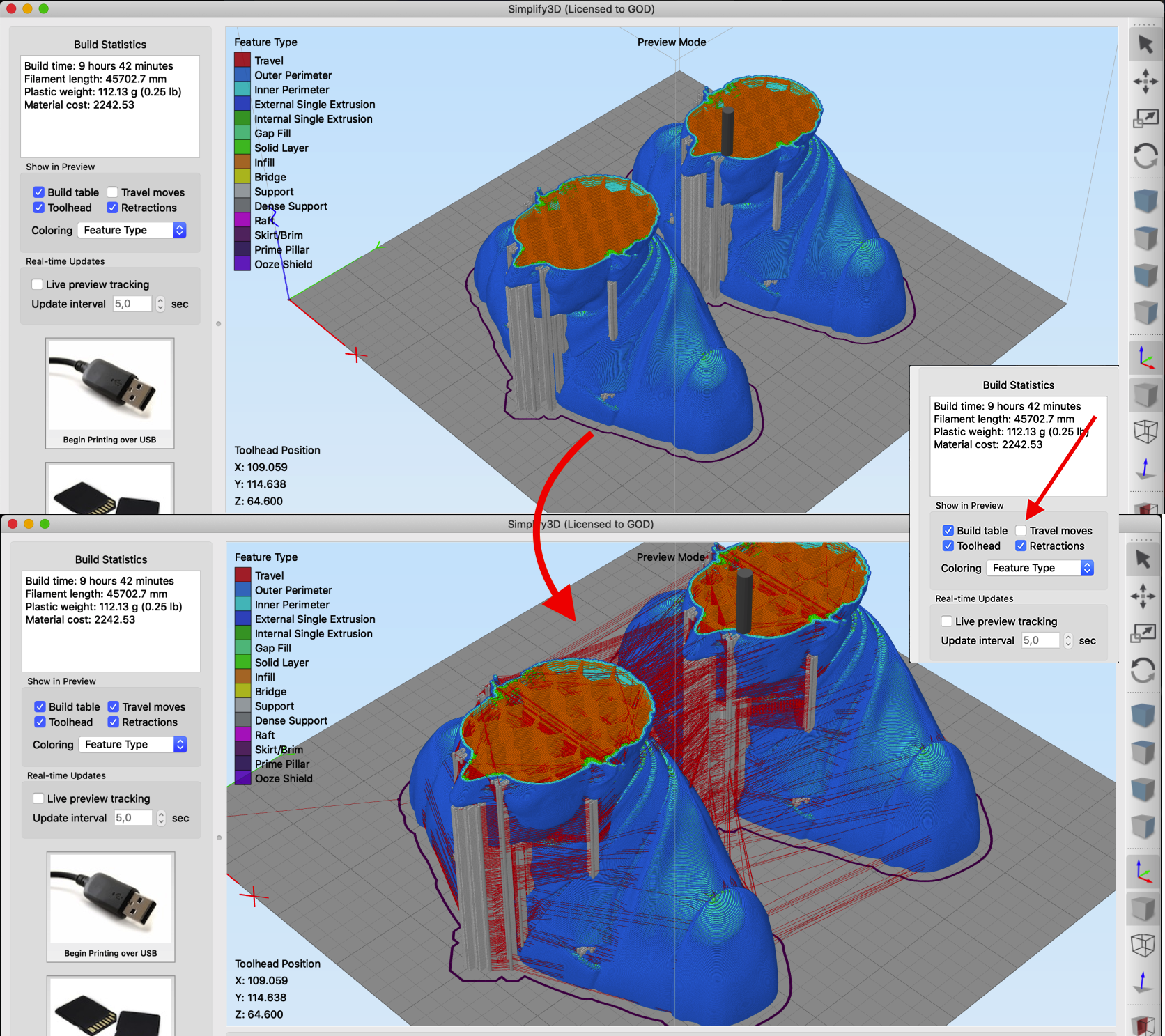
Các đường màu đỏ chỉ là các đường máy đùn nhàn rỗi.
Ngoài ra
Làm việc với lưới đa giác
Trên tab Lưới, bạn đặt các cài đặt để làm việc với lưới.

Một vấn đề phổ biến mà tôi gặp phải là mở tệp không chính xác về mặt phản chiếu. Kiểm tra thời điểm này!
Một điểm rất hữu ích khác để in nhiều gia đình: các bản sao của mô hình trên bàn. Tôi thấy một trong những học sinh của mình, để đặt 4 mảnh trên bàn. các mô hình giống hệt nhau, 4 lần kéo các mô hình này vào cửa sổ. Vì vậy, tôi quyết định tập trung vào thời điểm này. Để tạo một số bản sao của mô hình và đặt chúng trên cùng một bảng, bạn cần sử dụng chức năng này.
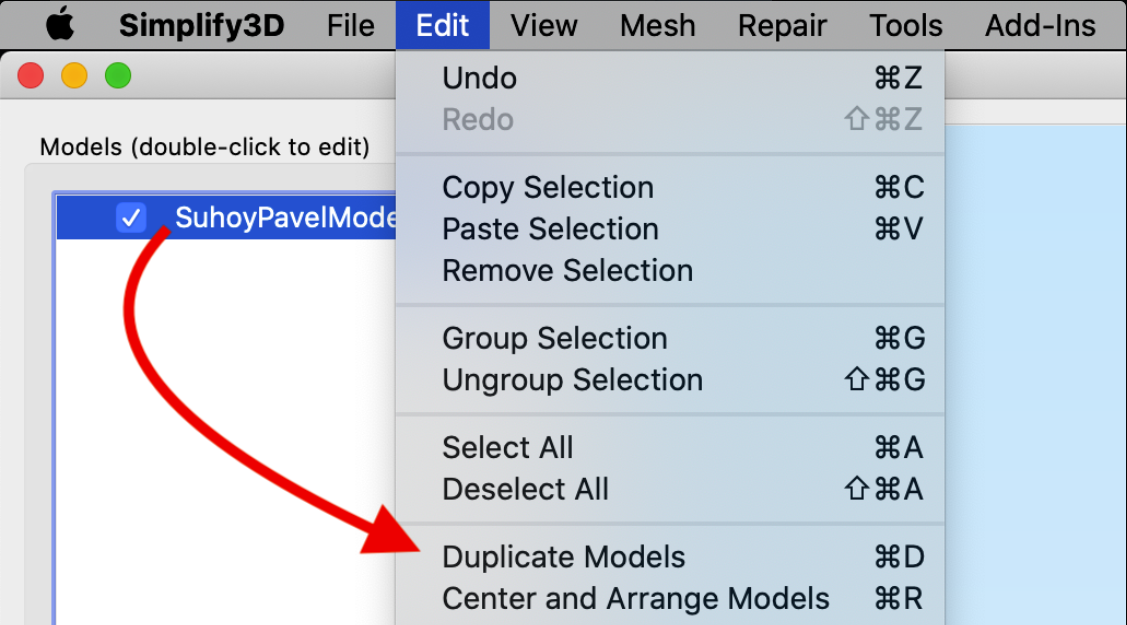
Tiếp theo, bạn cần lấy bao nhiêu bản sao bạn muốn xem trên bàn.
Hạn chế
Than ôi, nhưng cho đến nay trong chương trình, không thể đặt chiều cao lớp cho một phần cụ thể của chu vi. Ví dụ, để in bức tường bên ngoài với chiều cao lớp mỏng gấp đôi chu vi bên trong. Tôi thậm chí đã viết một lá thư ủng hộ Simplify3D. Và họ đã cho tôi câu trả lời! Xem dưới cùng của trang.
Đầu ra
Chương trình tốt nhất, nhưng nếu có chương trình tốt hơn, hãy viết thư cho chúng tôi tại dmitry@kamonichkin.ru.
Nếu bạn có bất kỳ câu hỏi nào, hãy viết trong phần bình luận cho bài viết này. Tôi sẽ cố gắng trả lời.
PS Simplify3D đã đưa ra câu trả lời. Và tôi thực sự thích anh ấy. Mặc dù hoàn toàn, nhưng một phần, anh ấy giải quyết được vấn đề:
Tôi dịch:
Hi,
Xin lỗi không phải bây giờ. Bạn có thể in phần điền vào ở độ cao khác với chu vi. Đây phải là khoảng chiều cao của lớp chính. Bạn sẽ tìm thấy tùy chọn trong tab "Infill" là "Print infill every _ layers".
Cảm ơn, hỗ trợ Simplify3D















tác giả: Studia3D Bộ tổng hợp
Các bài viết khác từ Studia3D Bộ tổng hợp